|
产品类别 | CATEGORIES
联系我们 | CONTACT US
联系电话:0371-67129687 企业认证 | Certification
|
CBN刀具在硬车削领域中的应用
发布单位:郑州华菱超硬材料有限公司. 所属类别: 代理商 . 发布时间:2019/10/26. 点击查阅: 4416 次.
【摘要】车削加工是机械制造业中最基本、最广泛、最重要的一种工艺方法,它直接影响生产的质量、效率、成本、能源消耗和环境保护。由于现代科学技术的发展,各种高强度、高硬度的工程材料越来越多地被采用,传统的车削技术难以胜任或根本无法实现对某些高强度、高硬度材料的加工,而现代的硬车削技术使之成为可能,并在生产中取得明显效益。随着高硬度切削材料和相关机床的发展,CBN刀具在新型车床或车削加工中心上的应用,对淬硬钢的车削不再是难题,华菱超硬CBN刀具硬车削淬硬钢的表面质量可以达到精磨的水平。在发达国家硬车削技术已被普遍应用于各种零件加工,大多数硬车削技术的应用已成功替代了磨削。本文重点介绍一下CBN刀具在硬车削领域的应用。 【关键词】: 硬车削 新工艺 CBN刀具 一、什么是硬车削 一般情况下,车削只是淬火前进行的粗加工。直到20世纪90年代前,淬火后的精加工还只能采用磨削工艺,而车削也只能加工硬度值低于55HRC的工件。 硬车削,又称为以车代磨。通常所说的硬车削是指把淬硬钢的车削作为最终加工或精加工的工艺方法,以替代目前普遍采用的磨削技术。淬硬钢通常指淬火后具有马氏体组织,硬度高,强度也高,几乎没有塑性的工件材料。当淬硬钢的硬度 >55HRC时,其强度sb约为2100~2600N/mm2。利用华菱超硬CBN刀具在车床或车削加工中心上采用硬车削工艺对淬硬钢(55~65HRC)进行加工,其加工精度可达IT5,表面粗糙度Ra≤0.6μm。
二、硬车削的特点 1、加工效率高 所消耗的能量是普通磨削加工的1/5 ,金属切除率通常是磨削加工的3~4倍。硬车削加工时一次装夹即可完成多种表面加工(如车外圆、车内孔、车槽等),缩短辅助时间,加工表面之间位置精度高。 2、洁净工艺 大多数情况下,硬车削无须冷却液。所以可省去相关的冷却液配套装置,从而降低生产成本,简化生产系统,形成的切屑干净清洁,易于回收处理容易。 3、设备投资少,适合柔性生产要求 在生产率相同时,车床投资是磨床的1/3~1/2,其辅助系统费用也低。对于小批量生产而言,硬车削不需特殊设备,而大批量加工高精度零件则需耍使用刚性好、定位精度和重复定位精度高的数控机床。 车床本身就是一种加工范围广的柔性加工方法,车削装夹快速,采用配有多种刀具转盘或刀库的现代CNC车床很容易实现两种不同工件之间的加工转换,硬车削尤其适合此类加工。因此,与磨削相比,硬车削能更好地适应柔性化生产要求。 4、硬车削可使零件获得良好的整体加工精度 硬车削过程中产生的大部分热量能被切屑带走,不会产生像磨削加工过程中出现的表面烧伤和裂纹,具有优良的表面加工质量,有精确的加工圆度,确保加工表面之间较高的位置精度。 三、CBN刀具在硬车削领域的应用 很多工厂错误的选择了硬质合金刀具或者陶瓷刀具,或者不清楚所用机床是否具有足够的刚性等以承受二倍于普通车削的压力,都可以使硬车削工艺得不到充分的发挥,而CBN刀具恰恰适合,虽然价格相较于硬质合金和陶瓷刀具贵,但确实是硬车削工艺的理想刀具选择。 华菱超硬CBN刀片能够在断续切削过程中保持定位不变,在连续切削过程中提供安全的刀具磨损率。当采用合理的硬车削工艺时,CBN刀片除了在控制直径公差方面比不上磨削以外,其它性能都是首屈一指的。陶瓷不如CBN耐磨,因此一般不用于公差要求小于±0.025mm的加工。陶瓷不适合于断续切削,而且不能加冷却液,因为冷热冲击可能造成刀片破裂。刀片的钝缘几何形状是陶瓷材料的固有特点,这一特点使切削力增大而工件表面光洁度下降。另外,陶瓷刀片刃口断裂可能是灾难性的,它可能导致所有切削刃均不能使用。
四、CBN刀具硬车削淬硬钢时的切屑状态 因为硬车削产生的热量大部分由切屑带走,华菱超硬介绍到:连续切削时,切屑应该呈炽燃的橙黄色,并像一根缎带似地飘逸而出。如果切屑冷却后用手一压基本断裂,表明切屑带走的热量是正常的。断续切削时,切屑属于碎屑状态,不会出现缠绕工件和刀具的现象。
五、CBN刀具硬车削螺纹时需注意哪些因素 采用合适的CBN刀片几何形状是在硬车削螺纹的关键,最好的螺纹刀片是类似于镗杆上安装的三角形刀片。华菱超硬建议在淬硬材料上车螺纹时,为了控制切削压力和延长刀片寿命,有必要增加走刀次数并减小切深。另一种选择是采用交替式侧面切入方式,可改变切削力承受位置并延长刀具寿命。 六、CBN刀具硬车削过程中切削液的选择 CBN刀具硬车削过程中切削液也很影响加工效率,切削液可以加,但华菱超硬一般不建议使用,因为切削液供给不均匀,很容易造成CBN刀具崩刃,一般建议风冷,如果必须要添加冷却液时,其成份必须是水基的。在完全匹配的硬车削过程中形成的切屑可以带走80%~90%的热量。如此炽热的切屑一旦接触低燃点冷却油,整个工序将有可能遭到彻底破坏。
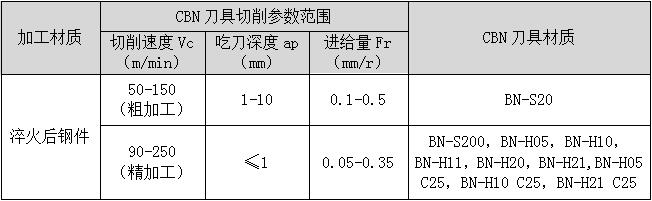
七、CBN刀具硬车削淬硬钢时的切削参数 切削参数选择是否合理,对硬车削影响很大,工件材料硬度越高,一般建议切削速度越小,但由于CBN刀具的耐热性和耐磨性好,可选择可选用较高的切削速度和较大的切削深度以及较小的进给量对淬硬钢进行硬车削。下面是CBN刀具硬车削淬硬钢的参数。
|
||