|
产品类别 | CATEGORIES
联系我们 | CONTACT US
联系电话:0371-67129687 企业认证 | Certification
|
加工铸铁工件的数控车床刀片BN-S30牌号
发布单位:郑州华菱超硬材料有限公司. 所属类别: 应用案例 . 发布时间:2017/7/15. 点击查阅: 4784 次.
加工铸铁工件的数控车床刀片BN-S30牌号
综述:
铸铁工件硬而脆,加工铸铁工件时,数控刀片需要承受更高的切削热和切削力,目前,加工铸铁工件的数控车床刀片多为硬质合金涂层刀片,涂层厚度一般在8微米--20微米,带涂层的数控刀片在遇到铸造缺陷时涂层崩损后露出合金本体,造成涂层硬质合金数控刀片加工铸铁工件时耐用度低的现象。BN-S30牌号CBN数控刀片,是华菱超硬针对铸铁工件(含灰口铸铁,球墨铸铁、耐磨合金铸铁工件)开发的一种CBN数控刀片材质,下文简要说明其性能及使用情况。 BN-S30牌号CBN数控车床刀片性能 其CBN含量(VoL%):92-96 ; CBN粒度(μm):2-8;采用5%含量非金属粘合剂高温高压烧结而成;其硬度HRC98;能实现对HT250,HT200牌号等灰口铸铁、高强度球墨铸铁,硼合金铸铁,高硅钼球墨铸铁等铸铁材料进行高速切削。
BN-S30牌号数控刀片优势对比:
从加工效率来讲:相比涂层硬质合金刀片,BN-S30更能实现高速切削,其适合的线速度范围为:粗加工250―450m/min,精加工300―800m/min;而且适合加工中心中以1500m /线速度进行高速切削。所以,其加工效率是硬质合金数控刀片效率的2倍以上(硬质合金涂层数控刀片的精加工线速度上限为350m/min)。
从刀具耐用度(刀具寿命)来讲:BN-S30牌号CBN数控刀片的寿命是涂层硬质合金寿命的15倍左右。以日本三菱刀具加工铸铁工件常用数控刀片材质牌号UC5115涂层数控刀片来讲,粗车铸铁工件时,BN-S30寿命是UC5115的6倍以上,精车时寿命是UC5115的20倍左右。
然后,加工光洁度方面,BN-S30牌号CBN数控刀片能达到Ra1.6以内的粗糙度;明显优于硬质合金刀片。
BN-S30牌号不同于其他CBN刀片的是其采用非金属粘合剂,热导率更高且烧结强度增加,不但延长了刀具寿命而且刀片的抗冲击韧性增强。可粗加工也可精加工,可以干式切削,也可加切削液切削。
注意:1,BN-S30牌号CBN数控刀片只适合于加工灰口铸铁,球墨铸铁(特别是高强度球墨铸铁)、耐磨合金铸铁工件。
2,BN-S300牌号是BN-S30牌号的延伸,更强调粗加工时的抗冲击韧性。
3,针对灰口铸铁,球墨铸铁工件的精加工(0.5mm以下吃刀量可以采用BN-K20牌号CBN数控刀片);如果粗、精加工通用一把刀时或者加工余量较大时须采用BN-S30牌号。
4,BN-K20牌号CBN数控刀片是带中心孔的数控刀片(配用的数控车刀杆与硬质合金数控刀片配套刀杆通用),BN-S30牌号是不带中心孔的整体CBN数控刀片,需要配用专用的上压式车刀刀杆(具体见公司刀杆产品类别);BN-S30和BN-K20牌号CBN数控刀片如图,整块的是BN-S30牌号整体CBN数控刀片型号CNMN120408;而下图中两个带中心孔的CBN刀片为BN-K20牌号,其国标型号分别为CNGA120408和WNGA080408(与硬质合金刀片型号CNMG120408和WNMG080408用刀杆通用)

粗加工铸铁工件的数控车床刀片BN-S30牌号 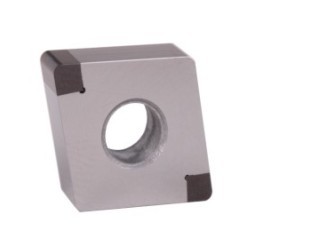 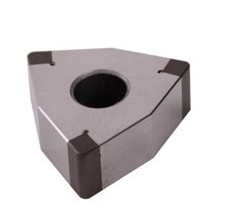 精加工铸铁工件的数控车床刀片BN-K20牌号 精加工铸铁工件的数控车床刀片BN-K20牌号华菱超硬刀具
|
||