|
产品类别 | CATEGORIES
联系我们 | CONTACT US
联系电话:0371-67129687 企业认证 | Certification
|
华菱PCBN刀片硬车加工淬火料的应用
发布单位:郑州华菱超硬材料有限公司. 所属类别: 解决方案 . 发布时间:2017/7/15. 点击查阅: 5073 次.
华菱PCBN刀片硬车加工淬火料的应用
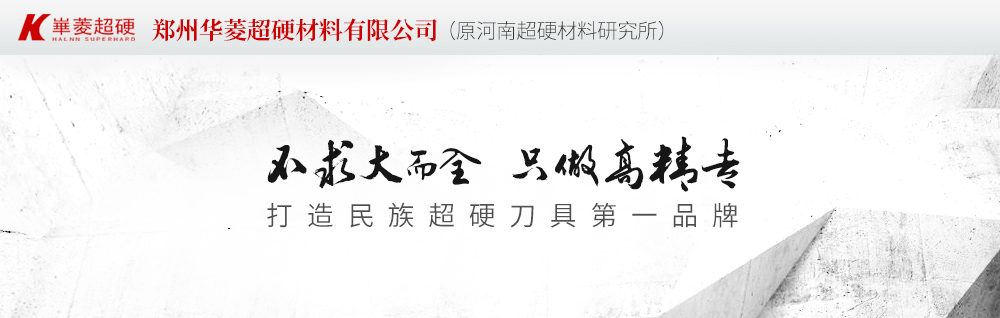
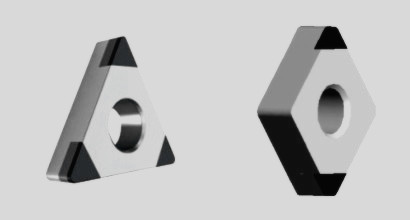
BN-H10牌号PCBN硬车刀片:连续切削淬火硬钢,刃口焊接式CBN刀片,经济切削线速度Vc=120-230m/min;fn=0.1-0.25mm/r;如下图:
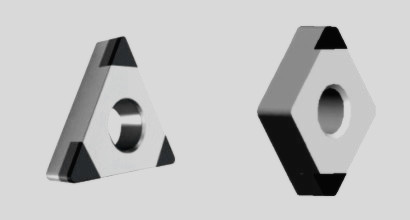
BN-H11牌号PCBN硬车刀片:连续切削用,经济切削线速度Vc=120-190m/min.Fn=0.1-0.3mm/r,BN-H11镶嵌式CBN刀片如下图:
BN-H20牌号PCBN硬车刀片:中等断续切削用PCBN刀片,经济切削线速度Vc=100-180m/min,fn=0.07-0.15mm/r,镶嵌式结构(同BN-H11,如上图)。
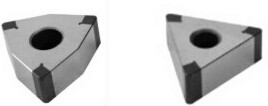
BN-H21牌号:强断续切削刀片,焊刃式结构(同BN-H10);抗冲击韧性较好,适合断续切削HRC55以上淬火钢件。刀片结构同BN-H10,如图:
BN-S20牌号:整体PCBN刀片,华菱非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。经济切削线速度Vc=90--150m/min,Fn=0.1-0.45mm/r.如图:
备注:经济切削线速度,是目前采用国产硬车机床实测经济的切削速度范围,具体可根据机床刚性和加工节拍要求调整,随着高刚性硬车机床的发展和普及,具体切削速度可适当提高。
PCBN硬车刀片常用领域:
1,齿轮和齿轮轴淬火后精车,常用型号:
BN-H10 CNGA120408,CNGA120404,BN-H20 WNGA080408,BN-H20 WNGA080404,BN-H10 VNGA160404,BN-H20 VNGA160408,BN-H20 DNGA150408,等等
2,淬火钢轧辊精车领域:RNGN120400 BN-S20; SNGN120408 BN-S20,SNGN120412 BN-S20;CNGN120408 BN-S20.
3,轴承行业以车代磨:SNGN120712 BN-S20,RNGN090300BN-S200等。
4,其他零件如模具淬火后加工领域。
华菱硬车刀具品牌简介:
1,CBN刀具行业国产化品牌。
2,硬材料加工行业用户中知名的刀具品牌
3,“量体裁衣”式服务。
4,致力于高硬度切削和高速切削领域完整的刀具产品及方案设计。
5,专业、高效。
PCBN硬车刀片相关知识简介:
PCBN刀具(立方氮化硼刀具)的硬度一般为HV3000~5000,精HV硬度换算HRC相当于HRC95-100,对于HRC50以上高硬度淬火工件高速加工降低成本来讲经济划算。目前,PCBN刀具经黑色金属加工领域,是耐磨性高的刀具材料,经过论证,PCBN刀片(立方氮化硼刀片)的寿命一般是硬质合金刀片和陶瓷刀片的几倍到几十倍,而且随着研究的进步,PCBN刀具(立方氮化硼刀具)适应各种高硬度复杂材料的加工,华菱HLCBN新研制的PCBN刀具牌号BN-K10,可以加工HRC70以上硬度的碳化钨,在国内尚属首例;但同时,PCBN刀具相对于硬质合金材料刀片,其脆性大是不争的事实,针对立方氮化硼刀片硬而脆的弱点,华菱超硬HLCBN曾推出的适合断续切削和重载粗加工立方氮化硼刀片牌号,以华菱超硬BN-S20牌号数控刀片为例,它不仅可以断续切削淬硬钢,也可以大余量切除工件的淬硬层,但前提是并没有牺牲刀具的耐磨性,这是与市场上的PCBN刀具大的不同,“耐磨性与抗冲击性的完美平衡”是HLCBN品牌屹立于世界超硬刀具行业的原因之一,在国内外刀具学术界享有很高声誉的同时,华菱超硬HLCBN提出“量体裁衣”式服务理念,也在业内受到一致好评。
淬火钢硬料的硬度换算误区(资料提供:华菱超硬刀具研发部)
淬火钢的硬度用附加公式HRC=100-37353/(HV+200)来进行辅助换算可以得到非常精确的结果,例如轧辊淬火后硬度64HRC―69HRC对应肖氏硬度在85HSD~100HSD,同样硬度95HSD能换算到硬度洛氏硬度HRC63-67HRC。该公式在实际应用中非常方便。这与大家经常用的硬度对照表一般是《黑色金属硬度及强度换算表》,并不适合淬火钢和高速工具钢。例如,金属硬度和强度对照表中的HV700对照HRC硬度为HRC59.5;而按照《淬硬高速钢洛氏硬度和维氏硬度换算标准》HV700换算得出HRC硬度值为HRC41.6;相差近20个HRC硬度!
此种换算方法特别适用高速工具钢和淬硬钢材料,如一些模具、轧辊、淬火后的齿轮,轴类等零件,高速钢刀具,量具,淬火模具领域的硬度检测和加工中,非常具有指导意义。
加工淬火钢时其他材质刀片与CBN刀片之间如何选用:
钢淬火后加工刀具:如果是单件偶尔性生产,可用合适牌号的普通硬质合金刀具进行加工,如果批量加工淬火钢,根据工件硬度和加工余量在涂层硬质合金,陶瓷刀具,CBN刀具三种刀具材质中选用。
1,涂层硬质合金刀具:适合HRC45以下硬度工件的加工,相对来讲需低速车削,如果效率低或者容易“烧刀”时可选择陶瓷刀具和CBN刀具。
2,陶瓷刀具:适合硬度在HRC40--55度的工件的加工,一般作为精加工光刀使用,且尽量避免断续切削。如果陶瓷刀片表现寿命不佳或者使用时有崩刀现象时可选用CBN刀具。
3,CBN刀具:对淬火后硬度在HRC45硬度以上的工件适合,且加工效率和耐用度相对陶瓷刀片更能提高几个数量级,而且部分牌号能够胜任断续加工(BN-H20牌号)和粗加工(BN-S20牌号)。立方氮化硼刀具分两种,焊接复合式立方氮化硼刀具牌号如BN-H10牌号、BN-H20牌号一般吃刀深度在0.3mm以下为佳,前者适合连续精加工,BN-H20牌号适合断续精加工;吃刀深度0.3mm以上,或有强断续加工的淬硬钢可考虑用BN-S20牌号立方氮化硼刀片。
陶瓷刀片和立方氮化硼刀片、金刚石工具三种相比,陶瓷和金刚石的耐热性不如立方氮化硼,而且陶瓷刀片更脆;而金刚石刀具一般加工有色金属和非金属材料使用,所以,在黑色金属加工领域,立方氮化硼刀片性能更具优势。而且氮化硼和陶瓷作为可再生资源,相比硬质合金(钨钢)更有利节约资源。
备注说明:PCBN刀片和CBN刀片、立方氮化硼刀片这三种叫法属于一种产品,只是在机加工行业叫法不同而已;其实,在材料学领域,陶瓷刀片包含立方氮化硼刀片;而在金属切削领域,立方氮化硼刀片常被作为一个独立的分支进行探讨。
|
||