|
ІъЖ·Ааұр | CATEGORIES
БӘПөОТГЗ | CONTACT US
БӘПөөз»°Јә0371-67129687 ЖуТөИПЦӨ | Certification
|
CBNө¶ҫЯ-іөјУ№ӨЦбіРөДАнПлө¶Ж¬
·ўІјөҘО»:ЦЈЦЭ»ӘБві¬УІІДБПУРПЮ№«Лҫ. ЛщКфАаұр: ІъЖ·ЦӘК¶ . ·ўІјКұјд:2021/1/25. өг»чІйФД: 1033 ҙО.
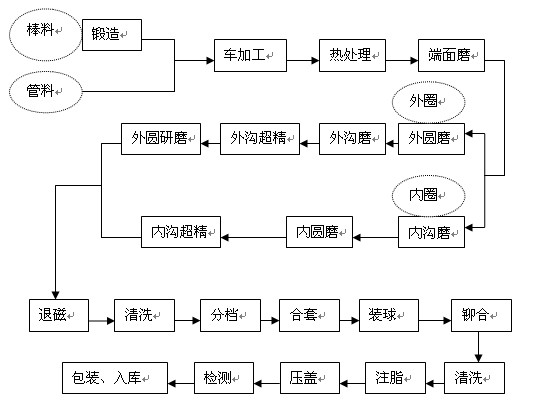
¶ФРн¶а»ъРөЙиұёАҙҪІЈ¬ЦбіРөДК№УГРФДЬәНҝЙҝҝРФЦұҪУҫц¶ЁЧЕ»ъРөЙиұёөДК№УГРФДЬәНҝЙҝҝРФЎЈЛжЧЕОТ№ъКРіЎҫӯјГөД·ўХ№әНІ»¶ПНкЙЖЈ¬ИЛГЗ¶ФЦбіРөДМфМЮіМ¶ИФҪАҙФҪҝБҝМЈ¬·ЗіЈЦШКУЦбіРөДЦКБҝЎЈ ЛЧ»°ЛөЈ¬№ӨУыЙЖЖдКВЈ¬ұШПИАыЖдЖчЈ¬ө¶ҫЯКЗ№бҙ©ЦбіРјУ№ӨКјД©өДЈ¬УИЖд»ъРөјУ№ӨЧчОӘЧоәуөДјУ№Ө№ӨРтЈ¬ЦұҪУ№ШПөЧЕЦбіРөДұнГжЦКБҝәНіЯҙзҫ«¶ИЈ¬ЛщТФіөјУ№ӨЦбіРөДө¶ҫЯСЎФсУИОӘЦШТӘЎЈұҫОДЦШөгҪйЙЬТ»ПВіөјУ№ӨЦбіРөДө¶ҫЯСЎФсЎЈ өЪТ»БЛҪвЦбіРЙъІъ№ӨТХ ЦбіРТ»°гУЙДЪИҰЎўНвИҰЎўұЈіЦјЬЎў№ц¶ҜМеЈЁёЦЗтЈ©ЧйіЙЈ¬ГҝёцБгІҝјюөДЦЖФм№ӨТХБчіМ¶јІ»Н¬ЎЈ ЈЁ1Ј©ёЦЦщөДЦЖФмБчіМЈәФӯІДБПЎӘАдпжЎӘ№вДҘЎӘИИҙҰАнЎӘУІДҘЎӘіхСРЎӘНв№ЫЎӘҫ«СРЎЈ ЈЁ2Ј©ұЈіЦјЬЈЁёЦ°еЈ©ЦЖФмБчіМЈәФӯІДБПЎӘјфБПЎӘІГ»·ЎӘ№вХыЎӘіЙРНЎӘХыРОЎӘіеБш¶ӨҝЧЎЈ ЈЁ3Ј©ДЪИҰ/НвИҰЦЖФмБчіМЈәФӯІДБПЎӘ¶НФмЎӘНЛ»рЎӘіөПчЎӘҙг»рЎӘ»Ш»рЎӘДҘПчЎӘЧ°ЕдЎЈ ПВГжНјЖ¬КЗЙо№өЗтЦбіРөДЙъІъ№ӨТХЎЈ
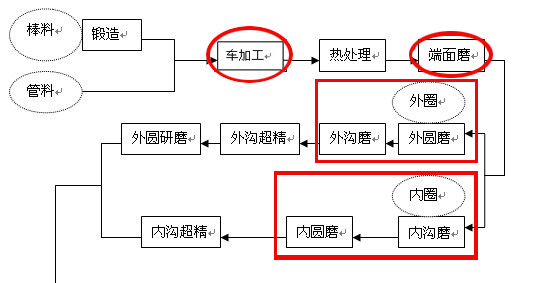
өЪ¶юИ·¶ЁіөјУ№Ө№ӨРтөДО»ЦГ УЙЙПНјҝЙјыЈ¬іөјУ№Ө№ӨРтТ»°гФЪ¶НФмәуУРТ»ҙОіөјУ№ӨЈ¬»№УРТ»ҙОҫНКЗИИҙҰАнЦ®әу»№УРТ»ҙОіөјУ№ӨЈЁПВНјәмЙ«·ҪҝтөДО»ЦГЈ©Ј¬ЙПГжПФКҫДҘПч№ӨТХЈ¬ө«ЛжЧЕПЦҙъКэҝШ»ъҙІәНө¶ҫЯІДБПөДІ»¶П·ўХ№Ј¬ТСҫӯУРҝЙҙъМжДҘПчөДіөПчө¶ҫЯЈ¬ІўЗТФЪЦбіРРРТөөГөҪ№г·әНЖ№гј°УҰУГЎЈ
өЪИэёщҫЭ№ӨРтСЎФсіөјУ№ӨЦбіРөДө¶ҫЯІДЦК өЪТ»ёціөјУ№ӨЦбіР№ӨРтЈ¬КЗФЪ¶НФмЦ®әуЈ¬ИИҙҰАнЦ®З°Ј¬ҙЛКұЦбіРУІ¶ИІ»ёЯЈ¬іЈУГө¶ҫЯОӘУІЦКәПҪрө¶ҫЯЈ¬ИзYTПөБРЈ¬іЈјыөДІДЦКУРYT5ЎўYT10ЎўYT15ЎўYT30Ј¬КЗјУ№ӨёЦјюөДАнПлІДЦКЎЈ өЪ¶юёціөјУ№ӨЦбіР№ӨРтЈ¬КЗФЪИИҙҰАнЦ®әуЈ¬ЦбіРИИҙҰАнТ»°г¶јІЙУГҙг»р+»Ш»р№ӨТХЈ¬ОӘБЛМбёЯЦбіРөДК№УГКЩГьЈ¬ҙЛКұСЎФсөДө¶ҫЯІДЦКәЬЦШТӘЈ¬ҙг»рәуөДЦбіРУІ¶ИФЪHRC60ЧуУТЈ¬ҙ«Ніө¶ҫЯәЬДСјУ№ӨЈ¬Т»°гСЎФсі¬УІІДБПө¶ҫЯЎӘCBNө¶ҫЯ¶ФЦбіРҪшРРіөјУ№ӨЈ¬ИзBN-H200ІДЦКЈ¬BN-H10ІДЦКЈ¬BN-H11ІДЦКөИЈ¬¶ФЦбіРҪшРР°лҫ«іөәНҫ«іөЎЈ
өЪЛДСЎФсіөјУ№ӨЦбіРөДө¶ҫЯЗРПчІОКэ ЦбіРТ»°гУГөДКЗёЯМјёЦЈ¬»№УРЙшМјЦбіРёЦЎўІ»РвЦбіРёЦЎўДНёЯОВЦбіРёЦЎўЦРМјДНіе»чЦбіРёЦЈ¬ұҫОДЦчТӘТФёЯМјёЦОӘЦчАҙҪйЙЬЗРПчІОКэЎЈ ІЙУГУІЦКәПҪрө¶ҫЯіөјУ№ӨЦбіРөДЗРПчІОКэ·¶О§ЈәЗРПчЛЩ¶ИФЪ85-395m/minЦ®јдЈ¬ҪшёшБҝФЪ0.1-1.2mm/rЦ®јдЈ¬іФө¶Йо¶ИФЪ0.1-10mmЦ®јдЎЈ ІЙУГCBNө¶ҫЯіөјУ№ӨЦбіРөДЗРПчІОКэ·¶О§ИзПВұнЈә
өЪОеҪйЙЬТ»ёцCBNө¶ҫЯіөјУ№ӨЦбіРөД°ёАэІОКэ
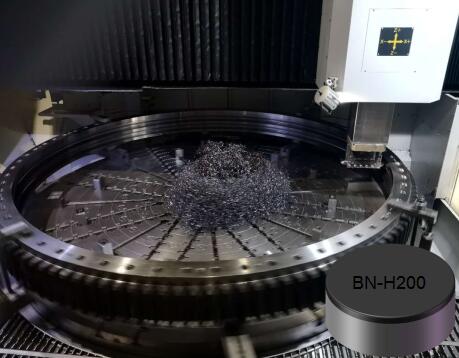
№ӨјюГыіЖЈә·зөзЦбіР јУ№ӨІҝО»ЈәНв»·өІұЯ №ӨјюЦұҫ¶Јә2750mm №ӨјюІДЦКЈә42CrMo4 №ӨјюУІ¶ИЈәHRC58-63 К№УГ»ъҙІЈәКэҝШБўіө јУ№Ө·ҪКҪЈәёЙКҪЗРПч №цөА№«ІоТӘЗуЈә0.08mm №цөАұнГжҙЦІЪ¶ИТӘЗуЈәRa0.4 јУ№Ө№ӨРтЈәҫ«јУ№Ө ө¶Ж¬РНәЕЈәBN-H200 RNMN090300 јУ№ӨІОКэЈәVc=215m/minЈ¬Fr=0.2mm/rЈ¬ap=0.2mm Ҫб№ыЈәПаҪПУЪДіCBNө¶Ж¬ЈәН¬өИЗРПчІОКэПВЈ¬BN-H200ІДЦКөДө¶ҫЯКЩГьПаҪПУЪДіЖ·ЕЖCBNө¶ҫЯМбёЯ50%Ј¬¶шЗТГ»УРіцПЦұАө¶ПЦПуЎЈ |
||||||||||||||||||||||