华菱CBN刀具加工汽车零部件案例集锦
发布单位: 立方氮化硼刀具,CBN刀片,陶瓷刀片,HLCBN刀具 . 所属类别: 华菱图片 . 点击查阅: 3096 次.
华菱CBN刀具加工汽车零部件案例集锦简介:
华菱超硬针对灰铸铁和粉末冶金材料的汽车零部件研制出多款刀具材质,其中BNK30材质是华菱新研发的一款材质,主要用于高速切削灰铸铁,切削速度可达到2000m/min,在不考虑机床刚性等其他因素的条件下,同时保证较高的尺寸精度和平面度。
随着汽车零部件加工市场竞争的日趋激烈,机加工行业对其效率、质量的要求更高,这对刀具行业来说是一个很大的挑战,如何在满足产品质量的同时,提高生产效率和降低生产成本,是刀具企业需要思考的问题。
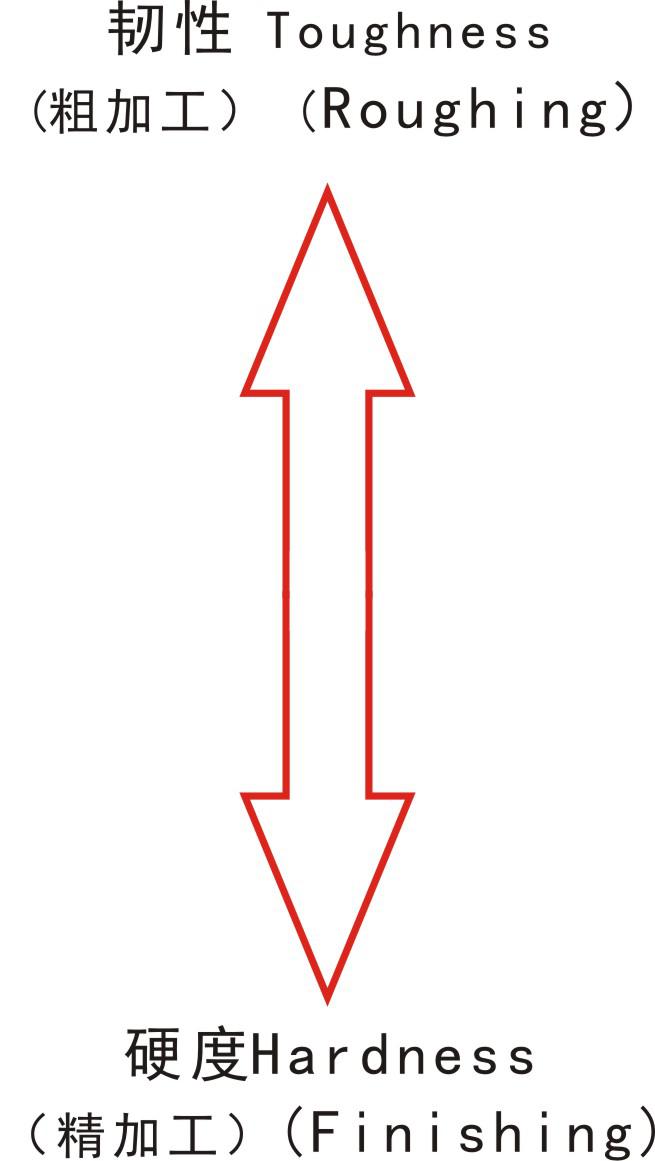
华菱超硬,作为我国超硬刀具国产化的先驱,在汽车零部件行业有很深的研究,同时针对汽车零部件研制出对款立方氮化硼刀具材质,可实现高速切削汽车零部件。具体牌号如下表:
|
特性方向 |
刀具牌号 |
承受吃刀深度 |
推荐切削状态 |
|
|
BN-S30 |
1-10mm |
中等断续 |
|
BN-S300 |
≤ 2mm |
连续切削 |
|
BNK30 |
≤1.5mm |
连续切削 |
|
BN-K50 |
≤0.5mm |
连续切削 |
|
BN-K10 |
≤0.5mm |
连续切削 |
华菱超硬立方氮化硼刀具加工汽车零部件的案例
|
|
加工零件:制动盘
加工材料:HT250,HB170-210
选用刀片 :BN-S300 CNMN120712
切削参数:ap=2mm,Fr=0.55mm/r,Vc=500m/min |
|
刀具材质 |
切削速度 |
单刃寿命 |
效率 |
|
华菱 BN-S300 |
500m/min |
 200件/刃 200件/刃
|
提高1.8倍 |
|
硬质合金刀具 |
180m/min |
30件/刃 |
----- |
|

|
加工零件:制动盘
加工材料:HT250 ,HB170-210
选用刀片:BNK30 TNGA160408-6S
切削参数:ap=0.3mm,Fr=0.2mm/r,Vc=1000m/min |
|
刀具材质 |
切削速度 |
刀具寿命 |
|
华菱BNK30 |
1000 m/min |
160件/刃 |
|
某品牌CBN |
800m/min |
100件/刃 |
|

|
加工零件:制动鼓
加工材料:HT250,HB170-210
选用刀片:BN-S300 CNMN120716
切削参数:ap=2.5mm,Fr=0.65mm/r,Vc=380m/min |
|
刀具材质 |
切削速度 |
单刃寿命 |
效率 |
|
华菱 BN-S300 |
80m/min |
95件/刃 |
提高1.5倍 |
|
涂层硬质合金刀具 |
150m/min |
15件/刃 |
---- |
|

|
加工零件:制动鼓
加工材料:HT250,HB170-210
选用刀片:BNK30 WNGA080408-6S
切削参数:ap=0.5mm,Fr=0.2mm/r,Vc=650m/min |
|
刀具材质 |
单刃寿命 |
表面粗糙度 |
|
华菱 BNK30 |
120件/刃 |
Ra1.6 |
|
某品牌PCBN |
70件/刃 |
Ra2.0 |
|

|
加工零件:硼合金铸铁气缸套
选用刀片:BNK30 SNGA120412-8S
切削参数:ap=0.3mm,Fr=0.2mm/r,Vc=850m/min, 湿切 |
|
刀具材质 |
切削速度 |
刀具寿命 |
效率 |
|
华菱 BNK30 |
850m/min |
120件/刃 |
提高1倍 |
|
涂层硬质合金刀具 |
400m/min |
25件/刃 |
----- |
|

|
加工工序:精铣发动机缸体,HT250
选用刀片:BN-S300 SNEN090308ENS-M08
切削参数:ap=0.3mm,Fz=0.12mm,Vc=1700m/min,干切 |
|
刀具材质 |
进给速度 |
刀具寿命 |
效率 |
|
华菱 BN-S300 |
3670mm/min |
100件/刃 |
提高0.6倍 |
|
某欧系品牌CBN |
2200mm/min |
80件/刃 |
----- |
|

|
加工材料:粉末冶金,微断续加工,HRC38
选用刀片:BN-K50 DCGW11T304
切削参数:ap=0.2mm,Fr=0.1mm/r,Vc=150m/min,干切 |
|
刀具材质 |
表面粗糙度 |
刀具寿命 |
|
华菱BN-K50 |
≤Ra0.8 |
450件 |
|
某品牌PCBN |
Ra1.0 |
300件 |
|

|
加工材料:粉末冶金气门座圈
选用刀片:BN-K10 CCGW060204
切削参数:ap=0.05mm,Fr=0.03mm/r,Vc=160m/min,干切 |
|
刀具材质 |
切削速度 |
刀具寿命 |
表面粗糙度 |
|
华菱 BN-K10 |
160m/min |
400件 |
≤Ra0.8 |
|
某品牌PCBN |
130m/min |
280件 |
Ra1.0 |