|
产品类别 | CATEGORIES
联系我们 | CONTACT US
联系电话:0371-67129687 企业认证 | Certification
|
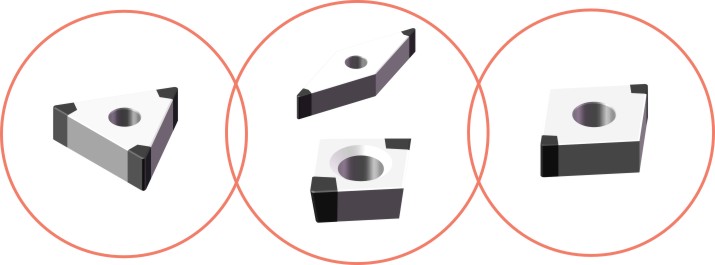
多刃口CBN刀片型号合集
发布单位: 立方氮化硼刀具,CBN刀片,陶瓷刀片,HLCBN刀具 . 所属类别: 产品推荐 . 点击查阅: 12609 次.
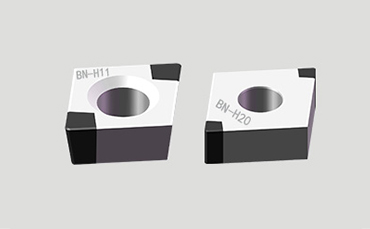 多刃口CBN刀片型号合集简介: 多刃口CBN刀片型号合集简介:华菱多刃口CBN刀片主要用于淬火钢和灰铸铁的应用中,刃口多更经济,其中BN-H20材质可对淬火钢进行轻微断续切削,并保证高的表面光洁度。BNK30材质是华菱针对灰铸铁新研发的一款材质,被称之为“寿命王”,最高切削速度可达到2000m/min,大幅提高生产效率,降低生产成本。 1、华菱多刃口CBN刀片材质
2、华菱多刃口CBN刀片切削参数
3、华菱多刃口CBN刀片材质性能
4、华菱多刃口CBN刀片可承受切削状态
5、点击下方图片查看具体刀片型号
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||