复合式CBN刀片型号合集
发布单位: 立方氮化硼刀具,CBN刀片,陶瓷刀片,HLCBN刀具 . 所属类别: 产品推荐 . 点击查阅: 41310 次.
复合式CBN刀片型号合集简介:
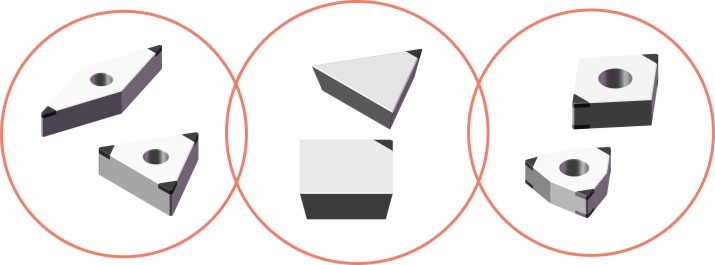
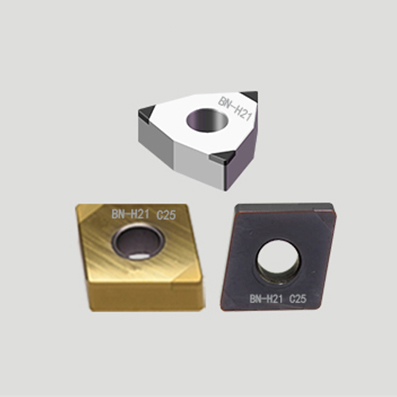
华菱复合式CBN刀片具备优异的耐磨性及抗冲击韧性,尤其在淬硬钢领域优势显著,从连续―断续工况均可提供对应的刀片进行硬车削,其中BN-H21材质主要用于强断续切削工况,并可保证Ra0.8的表面光洁度。同时为了更好的延长刀具使用寿命,提高加工效率,华菱推出涂层CBN刀片BN-H05 C25,BN-H10 C25,BN-H21 C25,广泛应用于淬硬钢领域。
1、华菱复合式CBN刀片牌号汇总表
|
刀具牌号 |
适合加工材质 |
加工方式 |
典型应用行业 |
|
BN-H05 |
淬硬钢 |
精加工 |
齿轮,齿轮轴;轴承等。 |
|
BN-H10 |
淬硬钢,高强度合金 |
精加工 |
轴承;齿轮,齿轮轴;高硬度零件。 |
|
BN-H21 |
淬硬钢 |
精加工 |
轴承;齿轮、齿轮轴;模具等。 |
|
BN-K50 |
粉末冶金 |
精加工 |
粉末冶金齿轮;气门座圈等。 |
|
BN-K10 |
灰铸铁,粉末冶金 |
精加工 |
气门座圈;发动机缸孔;粉末冶金零件。 |
|
BN-H05 C25 |
淬硬钢 |
精加工 |
齿轮、齿轮轴;轴承等。 |
|
BN-H10 C25 |
淬硬钢 |
精加工 |
轴承;齿轮,齿轮轴;高硬度零件 |
|
BN-H21 C25 |
淬硬钢 |
精加工 |
轴承;齿轮、齿轮轴;模具等。 |
2、华菱复合式CBN刀片切削参数
|
加工材料 |
加工工序 |
切削参数 |
推荐刀具牌号 |
|
切削速度
Vc(m/min) |
吃刀深度
ap(mm) |
进给量
Fr(mm/r) |
|
高硬度铸铁
(硬度:HRC35-68) |
精加工 |
60-200 |
≤1 |
0.05-0.35 |
BN-K10,BN-H10 |
|
硬钢
(硬度≥HRC45) |
精加工 |
90-250 |
≤1 |
0.05-0.35 |
BN-H05,BN-H10,BN-H21 |
|
灰铸铁 |
精加工 |
600-2000 |
≤1 |
0.05-0.3 |
BN-K10 |
3、华菱复合式CBN刀片材质性能
|
刀具牌号 |
结合剂 |
CBN含量(%) |
粒度(μm) |
硬度(HV) |
|
BN-H05 |
TIN |
45 |
≤1 |
2700-2800 |
|
BN-H10 |
TIN |
50 |
≤1 |
2700-2800 |
|
BN-H21 |
AL,TINC |
60 |
1-2 |
2600-2800 |
|
BN-K10 |
Ti,Co |
95 |
≤2 |
3300-3500 |
|
BN-K50 |
Co |
85 |
≤2 |
3300-3500 |
4、华菱复合式CBN刀片可承受切削状态
|
CBN含量等级 |
刀具牌号 |
承受吃刀深度 |
推荐切削状态 |
|
高含量 |
BN-K50 |
≤0.5mm |
连续切削 |
|
BN-K10 |
≤0.5mm |
连续切削 |
|
低含量 |
BN-H05 |
≤0.2mm |
连续切削 |
|
BN-H10 |
≤0.5mm |
连续-中断续 |
|
BN-H21 |
≤0.5mm |
中断续―强断续 |
|
BN-H05 C25 |
≤0.2mm |
连续切削 |
|
BN-H10 C25 |
≤0.5mm |
连续-中断续 |
|
BN-H21 C25 |
≤0.5mm |
中断续―强断续 |
5、点击下方图片查看具体刀片型号